![]()
![]()
|
|
泰興減速機:在液壓件行業和減速機制造行業大量制造擺線轉子泵、擺線液壓馬達和擺線針輪減速機等機械裝置。其中的擺線針輪嚙合副是擺線全液壓轉向器、擺線液壓馬達的核心元件。由于其體積小、扭矩大,單位重量功率大等顯著優點而在自行走式工程作業車輛,如農業機械、工程機械、叉車等領域廣泛應用,擺線針輪減速機更是廣泛應用在紡織印染、輕工食品、冶金礦山、石化等行業。
擺線輪是擺線針輪嚙合副的關鍵零件,加工精度要求較高,加工工藝比較復雜,長期以來是制約液壓件行業、減速機制造行業的一大難題。
強力成形磨削是加工擺線輪齒廓曲面的好辦法
擺線輪是擺線輪減速器和液壓馬達的關鍵零件,其加工精度直接影響到整套機器的性能。長期以來,由于國內缺少數控強力成形磨床設備,擺線輪齒廓曲面的加工大部分是通過插齒機、慢走絲線切割、銑刀銑的方式來實現,由于擺線輪齒廓形狀復雜、加工制造難度大,因以上加工方法效率低、精度低、齒面粗糙度差,滿足不了批量生產的要求,直接影響減速器和液壓馬達、泵的性能。
隨著機械加工業的飛速發展,高速、重切、高精度的加工技術逐步取代常規的加工方法。具有特殊型面要求的擺線輪齒廓表面精加工,在國外廣泛采用數控成形磨削技術,這種磨削方法與展成法擺線磨齒加工相比具有明顯的優越性。該加工方法是利用數控強力成形磨床,運用成形砂輪修整技術修整出擺線輪單齒廓曲面形狀,再通過回轉分度機構對擺線輪工件進行強力緩進給成形磨削,達到直接成形齒廓。具有效率高、精度高、曲面粗糙度好的特點,因為運用了數控控制可以實現一人多機的管理方式,滿足批量生產的需求,更是提高了產品性能。
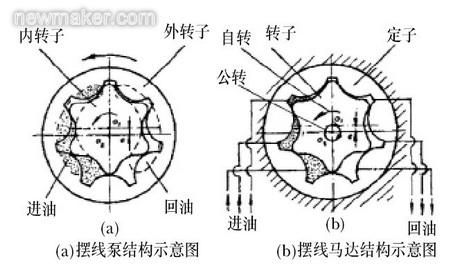
擺線泵(馬達)結構示意圖
MKL7132×8數控強力成形磨床
下圖是杭州機床集團為擺線輪磨削加工而專門開發的MKL7132×8擺線輪數控強力成形磨床。該機床的主機結構采用公司具有自主知識產權的立柱中腰移動式結構,該結構有一個最大的優點是:主軸磨削時位置與橫向導軌等高,可以保證強力磨削時所必須具有的磨削動態剛性,且整個移動部件(即立柱與磨頭)的重心在橫向導軌構成的平面附近,保證機床移動及進給穩定性。在工作臺的右側安裝砂輪修整器或金剛筆座,在工作臺的左側安裝夾具及工件。在磨頭上安裝有高壓冷卻砂輪沖洗裝置。機床磨頭功率為17或30KW,滿足了強力磨削的要求。機床控制采用西門子802D/840D數控系統,控制縱向軸、垂直軸、橫向軸的進給運動、A軸及控制磨頭伺服主軸電機。

可用于擺線輪磨削的MKL7132×8數控強力成形磨床
機床采用進口金剛滾輪,并搭配高剛性滾輪修整器,使修整砂輪齒形面高效而精確,對齒面嚙合度和磨削效率的提高有了可靠保證。同時,機床帶有自動平衡砂輪裝置,可以有效去除因砂輪本身和修整后所造成的砂輪不平衡量,在提高磨削精度的同時保證其表面質量。還可以實現砂輪修整量自動補償,保持工件加工尺寸一致性,提高加工精度和互換性。
磨頭主軸和滾輪主軸均采用具有自主知識產權的低壓油霧氣封裝置,防止高壓冷卻液進入主軸系統,有效保證了主軸精度和軸承長壽命。磨頭體采用熱平衡裝置控制主軸熱伸長,保證了橫向磨削精度。機床自動化程度和可靠性高,在磨削過程中,除工件的裝卸及測量外,期間均為自動完成,提高了生產效率,減少了操作人員的勞動強度。
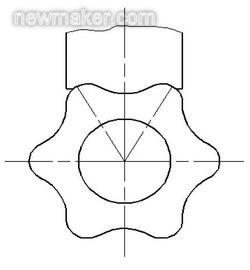
將砂輪修整成上圖齒廓形狀進行成形磨削
幾年來,這種機床已批量提供給國內液壓件行業和減速機制造行業使用,效果良好,從而受到這些行業的歡迎。
擺線輪的砂輪成形修整裝置及專用夾持裝置
砂輪根據擺線輪齒廓形狀進行成形修整,砂輪修整方式采用臺式金剛滾輪修整,通過垂直進給軸和伺服主軸的聯動,實現砂輪修整補償及砂輪的恒線速。砂輪安裝方式:單片砂輪安裝-粗精磨削。
工件定位方式:芯棒定位,數控分度盤(A軸)分度定位。
工件裝夾方式:一次3-5件疊加裝夾,液壓或氣壓頂緊。
整個擺線輪總共6齒,分2次加工。加工分緩進給粗磨和快速往復精磨。往復精磨前進行砂輪修整。磨削后粗糙度達到Ra0.8μm。
加工節拍估算:(具體加工工藝根據實際情況進行調整)
以此擺線輪為例:一次加工5件(毛坯單邊余量為0.2mm左右)計算。
擺線輪的磨削加工表

將研究開發定子環的內輪廓成形磨削
在液壓件行業,需要對液壓泵定子環的內輪廓進行精密機械加工。
長期以來,這種內輪廓的加工也是個難題,國外象BLOHM、ELB等公司在成形磨床上使用一種專用內磨削裝置可以對內輪廓進行成形磨削。這種專用內磨削成形裝置,把磨頭裝置、動力傳送以及冷卻液供應裝置都裝在被加工工件的內輪廓中,也就是說將專用磨頭伸入工件內進行成形磨削。

德國ELB磨床公司制造的液壓泵定子環的內輪廓成形磨床
采用這種磨削加工方法,定子環內輪廓的加工具有精度高、輪廓度高、金屬磨除率高的優點。如上圖所示,ELB公司的這臺機床采用人造混凝土床身,X軸和Z軸為靜壓導軌,在機床工作臺上裝有2個內磨削臂,并設計使用CBN砂輪。橫向拖板上帶有一個專門設計的分度頭架,高分辨力空心軸旋轉編碼器直接安裝在工件軸上,對傾斜定位使用一個液壓夾緊隔板。一個可收縮的徑向輪廓心軸確保隨之用一只液壓筒軸向夾緊成一疊的工件的對準。一只滾輪修整附件允許把陶瓷CBN砂輪用于在第一個磨削臂上進行粗磨,精磨操作由安裝在第二個磨削臂上電鍍CBN砂輪完成。磨削過程用高壓溫控油進行冷卻,油在一個超精過濾器中清潔。一疊8只葉片100mm厚的轉子環的和0.25mm余量的加工時間大約需10分鐘。
國內液壓件行業所需要的這種機床目前都依賴進口,如江蘇鎮江液壓件廠曾進口了德國BLOHM公司的機床。
隨著成形磨削技術的成熟,如國內用戶有需求,我們可以專門進行研制,實現對工件內輪廓的成形磨削加工。我們將深入研究磨削工藝,盡力為用戶提供高效成形磨床。