![]()
![]()
|
|
泰興減速機2018年9月19日訊 齒輪是傳遞運動和動力的重要零件,齒輪種類較多,工作環境不同,因此有多種不同的失效形式。失效類型由失效齒輪的形貌和失效過程或機理確定的,失效機理確定后就可以確定失效原因提出相應的對策。
齒輪失效類型可以分為四大類:磨損表面、疲勞、塑性變形和折斷。每一大類還可細分為幾類,進而使分類更加精細和明確辨別特征。
磨損?
輕微磨損?
中等磨損?
過度磨損?
磨粒磨損?
腐蝕磨損?
輕微膠合?
中等膠合?
破壞性膠合?
局部膠合
表面疲勞?
早期點蝕?
破壞性點蝕?
剝落
塑性變形?
碾擊塑變?
鱗皺?
起脊?
齒面塑變
折斷?
疲勞折斷?
過載折斷
磨損齒輪在嚙合過程中輪齒接觸表面材料的摩擦損耗現象
1、輕微磨損:接觸表面上的微凸體逐漸磨平,直至出現非常光滑的表面為止。
原因:輪齒接觸表面的粗糙度與潤滑粘度、齒面工作速度、工作載荷不匹配;
對策:此為輕微磨損過程,可適時更換潤滑劑。
2、中等磨損:節線上下齒面材料都有一定磨損,節線位置呈現出一條近于連續的線。
原因:齒輪在邊界潤滑狀態下工作,潤滑系統中有小量的污染雜質;
對策:提高潤滑油粘度,降低油溫,加入適當的添加劑,加強油液清潔度管理。
3、過度磨損:齒廓形狀破壞,磨損率很高,節線附近有點蝕,傳動有噪音和振動。
原因:潤滑系統和密封裝置不良,系統有嚴重振動,沖擊載荷;
對策:對污染雜質增設過濾裝置,適時更換潤滑油。
4、磨粒磨損:輪齒接觸表面沿滑動方向有較均勻的條痕,多次磨擦條痕重疊。
原因:齒面間異物引起磨粒磨損,在開式齒輪傳動中更為嚴重;
對策:改善潤滑方式,提高潤滑油粘度,提高工作速度,減輕載荷,跑合后注意清洗,適時換油,開式齒輪箱采取適當防護。
5、腐蝕磨損:齒面上呈現均勻分布的腐蝕麻坑,齒面沿滑動方向伴有腐蝕痕跡。
原因:輪齒材料發生電化學反應,由磨擦、沖刷形成腐蝕磨損,高溫時極壓添加劑形成磨蝕介質;
對策:防止油液污染,添加劑的成分和含量適當,建立合理的工藝規程。
膠合相嚙合的齒面金屬,在一定壓力下直接發生粘著,隨著齒面的相對運動,使金屬從齒上撕落而引起嚴重的粘著磨損現象
1、輕微膠合:靠近齒頂或齒根的齒面上沿滑動方向有極輕微而細密的傷痕(一條喑帶),有時要借助顯微鏡才能見到痕跡。
原因:運轉初期潤滑條件與工作情況不協調或輕微干涉存在而引起;
對策:控制起動過程的潤滑及載荷,排除干涉的起因。
2、中等膠合:齒頂部、齒根部均有滑動方向的粘撕傷痕,較軟齒面更明顯。
原因:齒輪嚙合處局部溫度過高,破壞潤滑油膜;
對策:降低油溫使用極壓添加劑的潤滑油,降低齒面表面粗糙度,降低載荷及速度。
3、破壞性膠合:沿滑動方向呈現明顯粘撕痕跡,齒頂有明顯的材料移失跡象,齒廓毀壞,振動、噪音增大。
原因:潤滑不充分、工作溫度過高,齒面接觸應力或速度過高引起的過熱;
對策:保證一定條件下良好的潤滑,采用極壓或特殊高粘度的潤滑油。
4、局部膠合:局部區域有齒面膠合的現象,并不延伸、擴展。
原因:由于安裝制造誤差引起載荷集中,鼓形齒修形量過大,齒寬較大,局部溫升引起變形;
對策:安裝精度適當,修形量適當,散熱應均勻,油的冷卻與供油部位應適當。
點蝕齒面呈點狀的齒面疲勞損傷
1、早期點蝕:有較小數量不多的麻點。
原因:嚙合齒面局部過載,齒形誤差,齒面凸凹不平,軸線歪斜造成偏載;
對策:提高齒形精度,精心跑合。
2、破壞性點蝕:靠近節線的齒根表面上,麻點不斷擴展,噪聲增大。
原因:齒面接觸應力過大,節線附近滑動速度方向變化,油膜不易形成;
對策:提高齒面硬度,降低粗糙度,改善潤滑。
剝落齒面上材料成片狀剝離
剝落:形狀不規則的片狀剝落坑,較淺平而大的坑。
原因:硬齒面上過高的接觸應力作用,疲勞裂紋擴展形成,材料缺陷,齒面軟硬的過度層中裂紋的延伸擴展;
對策:承載力不足應考慮重新設計,提高輪齒芯部硬度,減小應力集中。
塑性變形在過大應力作用下,輪齒材料因屈服產生塑性流動,而形成齒面和齒體的變形
1、碾擊塑變:在齒頂棱和齒端出現飛邊,齒頂滾圓,節線附近有溝槽、脊棱。
原因:滾碾沖擊作用,接觸應力過高,輪齒材料硬度過低,動載荷太大以及潤滑不良;
對策:減小接觸應力,提高材料硬度,降低動載荷,采用極壓添加劑和高粘度潤滑油,保證制造、安裝精度。
2、鱗皺:齒面塑變呈魚鱗狀皺紋,并垂直于滑動速度方向。
原因:潤滑不良及高壓強作用,齒面“爬行”的結果,低速度、振動引起齒面塑性流動;
對策:提高齒面硬度,改善潤滑,提高速度,控制齒面的振動。
3、起脊:整個工作齒面上沿滑動方向形成明顯的脊棱。
原因:常發生在重載的蝸桿傳動中,準雙曲線齒輪傳動中,高接觸應力和低滑動速度,不良潤滑材料的塑性流動;
對策:提高材料的硬度。采用粘度大,有極壓添加劑的潤滑油,保證潤滑油的清潔度。
4、齒體塑變:輪齒歪扭,齒形劇變,硬齒面輪齒伴有變色現象。
原因:潤滑失常造成劇烈溫升引起輪齒熱塑變形,過大載荷引起冷塑變形;
對策:充分的潤滑,提高潤滑油的粘度,對冷塑變形應提高材料的屈服極限。
輪齒折斷齒輪一個或多個齒的整體或局部斷裂
1、疲勞折斷:起源于齒根處的疲勞裂紋擴展造成的斷齒。
原因:高的交變應力多次作用的結果,齒根圓角半徑過小,表面粗糙度過高,滾切加工時有損傷,材料中有夾雜物,殘余應力影響;
對策:修改齒輪幾何參數,降低齒根表面粗糙度,正確的噴丸處理,適當的熱處理消除殘余應力。
2、過載斷齒:斷口較粗糙無疲勞斷裂的特征。
原因:短時意外過載造成嚴重應力集中,動載荷過大,較大硬質異物進入嚙合處;
對策:避免突然的意外過載,設置安全裝置。


圖1:因潤滑不良或嚙合不正確引起的粘附磨損
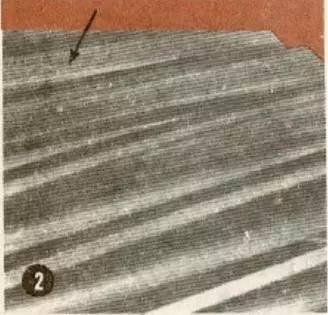
圖2:齒面的中等磨損使節線變得清晰可見(箭頭所示),多數由潤滑油中磨料引起
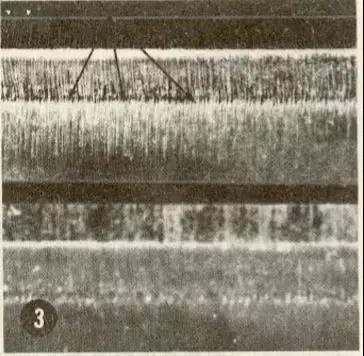
圖3:由于潤滑不良和重壓力下造成金屬與金屬直接接觸而產生該傷,圖中磨損表面的水平線是節線
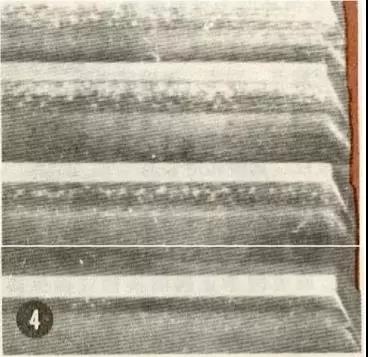
圖4:劃傷的早期階段在齒輪上部顯示出斑點的覆霜似樣式,損傷在這個階段是輕微的
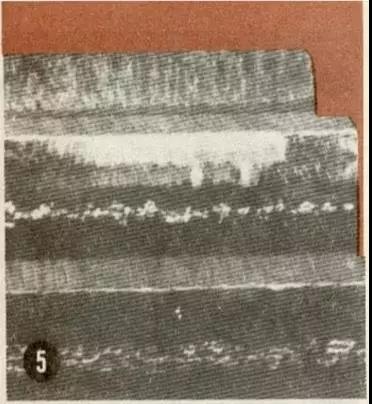
圖5:破壞性的刻傷如圖,重的刻傷發生在節線以上或以下,通常損傷會迅速發展至齒輪不能使用

圖6:一種磨料輕微磨損的形式
圖7:一種磨料磨損特別嚴重的形式,輪齒的大部分由于潤滑劑中的磨料磨粒而損壞
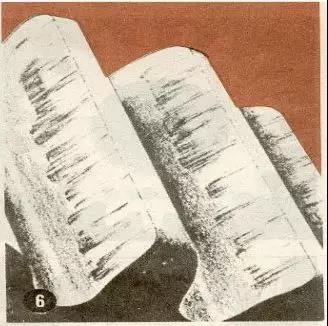
圖8:由潤滑劑里的添加劑和污染物引起齒面的腐蝕磨損
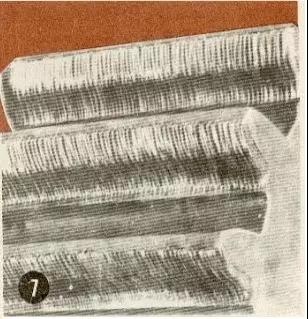
圖9:齒輪表面由于受化學腐蝕而損傷,一般因潤滑油、添加劑等引起,對齒面影響極大,并其發展趨勢越來越嚴重
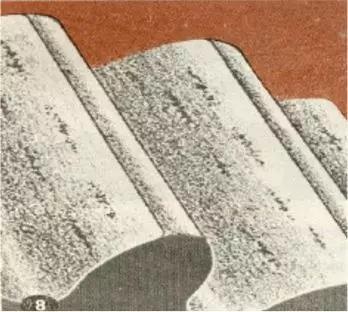
圖10:齒面麻點由很小的坑穴組成,這些麻點經過起初階段后經常會“自痊”變好
圖11:麻點產生在斜齒面的一端,原因是中心線稍有失調,麻點慢慢向中部進展,表面變拋光,說明載荷沿齒面分配變均勻,這種麻點無害
圖12:圖中有害的麻點是由過載造成的
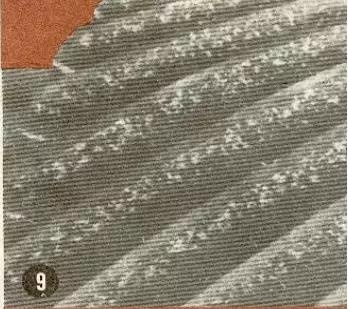
圖13:圖內所示是由麻點毀壞的齒面
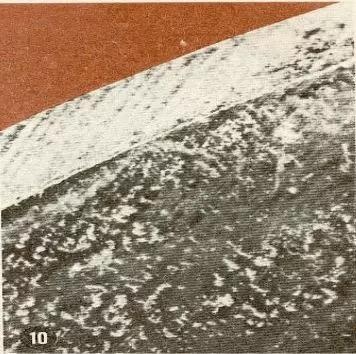
圖14:齒根發生麻點,其原因是接觸應力過大和嚙合區域不正確,過載是主要原因
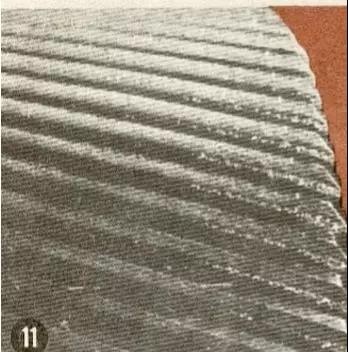
圖15:左圖箭頭所示是齒面剝落的第一階段,在齒的接觸區域有擴展的裂紋,圖所示當大片碎片脫落時齒面就徹底破壞了
圖16:齒面產生嚴重的麻點和剝落,在相鄰齒面上齒面被徹底損壞
圖17:圖中所產生的齒面縱向裂紋是硬齒面的滲碳層壓碎,裂紋從滲碳層深部向表面延伸,裂紋進一步發展將產生大塊碎片從表面脫落
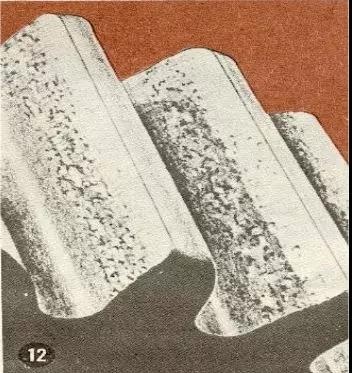
圖18:滲碳層初始形式見左側示圖,最后階段剝落形式見右側示。圖初步分析可以判斷為過載造成詳細分析應作金相分析
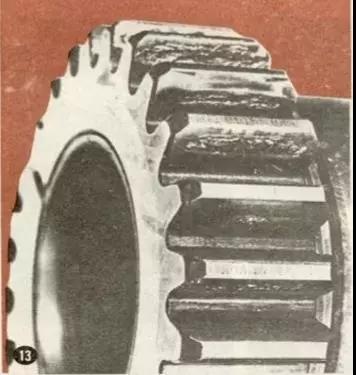
圖19:圖示是典型的疲勞損壞,其特點是有光滑的區域,過載和振動是造成損壞的原因
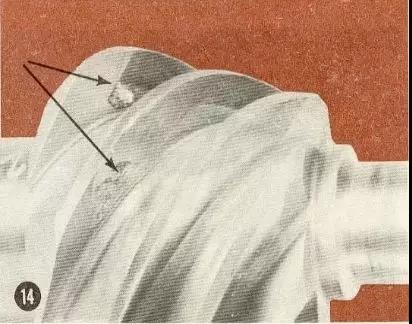
圖20:圖示小齒輪中箭頭所示三個齒發生疲勞損壞,其余齒面是輕微的磨損
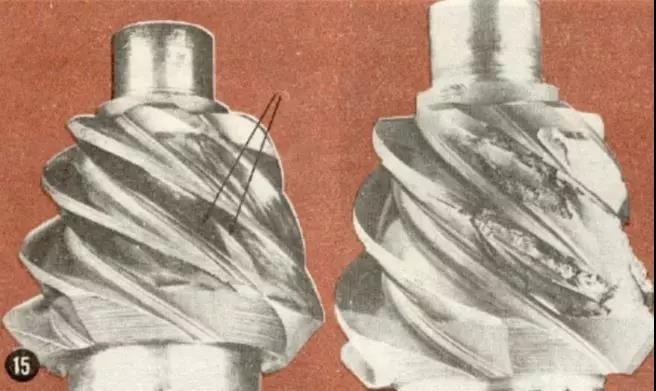
圖21:圖示油泵齒輪因疲勞而斷裂,斷裂從齒根圓角處延伸到齒輪中心孔,齒面還伴隨有嚴重磨損
圖22:齒根的疲勞裂紋見圖示箭頭所示,造成缺陷原因應進行金相分析

圖23:由于過度、重復重載引起齒輪折斷,在圖示A的部位,可以看到因疲勞裂紋首先折斷的部位(斷面光滑似天鵝絨般的區域)
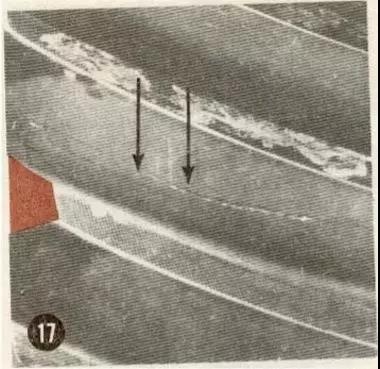
圖24:疲勞折斷的齒輪見圖示,箭頭指明方向表示裂紋從左邊緣開始,靠近齒受壓側的底部,箭頭指示部位是裂源,旁邊區域是受到充分的磨擦,裂紋起初發展緩慢
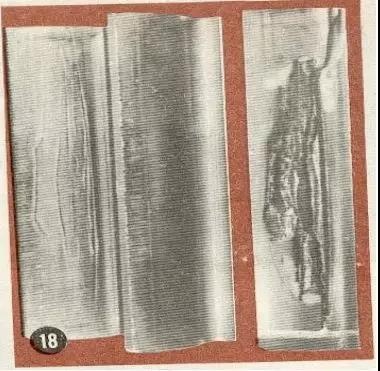
圖25:圖所示斷齒和另一齒上的裂紋,斷齒的斷面不是光滑的,說明是一個瞬間的突然斷裂,圖中可以觀察到斷面含有顯著的夾渣帶(材料含雜質)它的作用象刻痕一樣促進缺陷的發展
圖26:齒面淬硬的齒輪的疲勞斷裂,始于齒根處,出現在圖示箭頭所指的齒的兩側,進一步向齒根的中部發展而造成斷裂。金相分析可有助于進一步找出齒斷裂的深層原因
圖27:圖中齒頂已碎掉,過載產生的過大應力引起裂紋,進一步的疲勞造成裂紋的發展,直至齒頂破碎,如果此過程在短時間內發生,表明齒面硬度過高,可通過金相分析來驗證
圖28:圖示滲碳齒輪角部已被敲掉,表明齒角在破裂之前受到多次重復的沖擊(撞擊),此時不適當的撞擊是造成破壞的原因
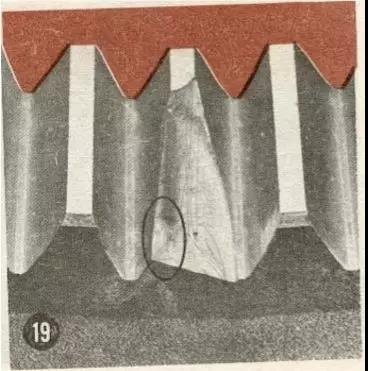
圖29:淬硬正齒輪斷面上呈灰色顆粒狀外觀的是典型的撞擊缺陷造成,而疲勞破壞斷裂區有明顯的光滑外觀,這兩者有顯著區別
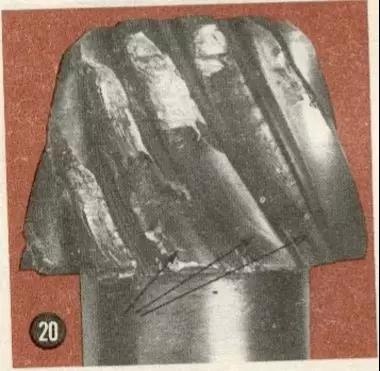
圖30:圖中所示的表面淬硬偏軸傘齒輪產生的齒面波紋皺、波紋、起棱、冷變形是高負載齒輪上出現的典型現象
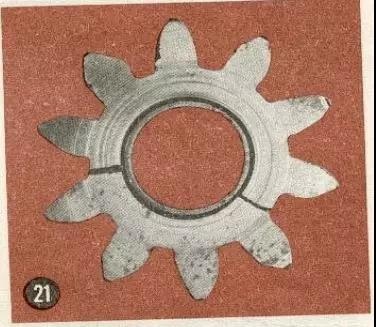
圖31:表面淬硬齒輪有起棱是由于過載造成的
圖32:圖示是中等硬度齒輪發生冷變形的過程情況,此類齒輪較硬化齒輪更易產生齒面金屬移動現象,圖中可以看出材料已卷到齒頂邊上,造成齒型損壞,重載是引起金屬移動的主因
圖33:中等硬度的齒輪由于碾壓與撞擊造成表面變形,開始時由于超載造成初步損傷,長期超載使用,硬度不夠,造成變形
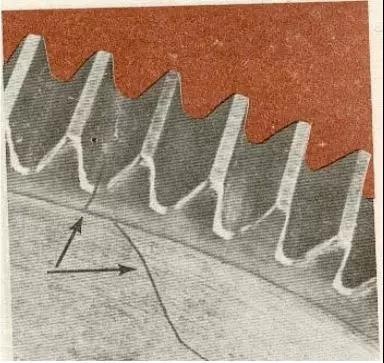
圖34:劇烈、過大的接觸應力使齒輪表面產生塑性流動,形成波紋,在齒面中心部位還有表面材料碎裂的剝落產生,過載是主因
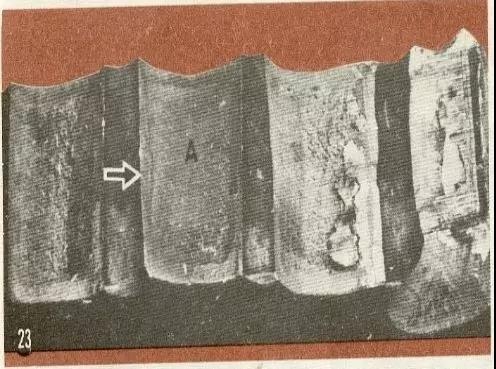
圖35:滲碳齒輪在節線附近產生麻點,沿節線的波紋和齒頂輕微的粘附磨損顯著可見,超載是主因
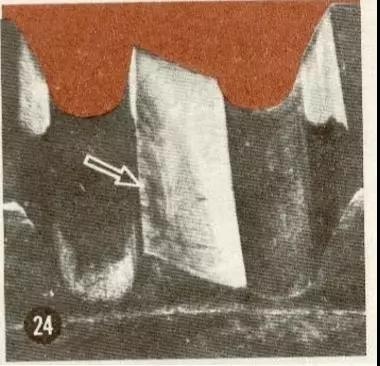
圖36:圖中齒輪嚙合接觸部分已全部損壞,重載和潤滑不良是主因
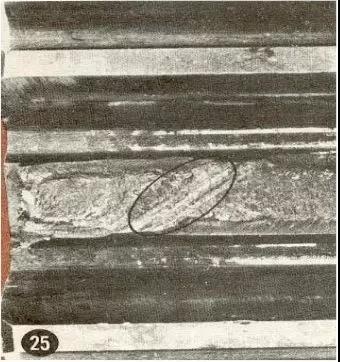
圖37:小齒輪由于嚴重的麻點和粘附磨損而損壞,過大的超載和潤滑不足是產生此類缺陷的原因

圖38:齒輪因敲擊和疲勞而斷裂,嚴重超載和潤滑不足引起此損壞
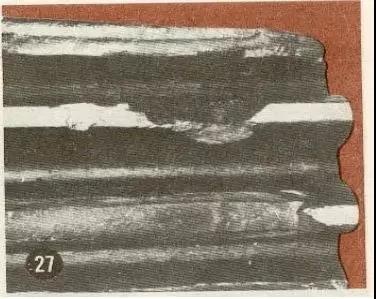
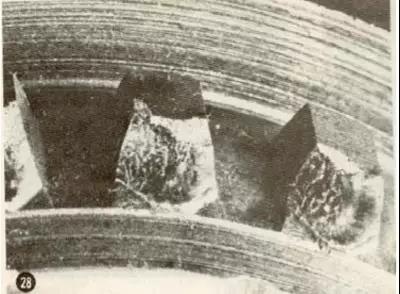
圖39、40:因調整不當引起錐齒輪的齒斷裂,圖39是因為錐齒輪的齒輪踵部載荷過大造成,原因是齒側隙過大,圖40的折斷是齒輪尖部載荷過大造成,原因是側隙過小、同時,如振動載荷也可能造成上述損壞,甚至整個環狀輪齒斷裂
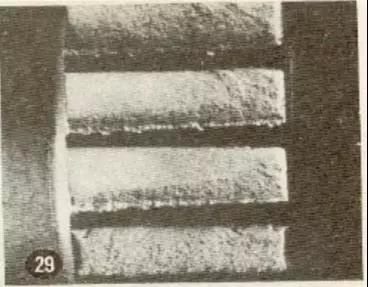
圖41:因潤滑不充分,齒輪之間的不正常磨擦產生熱,使金屬軟化,使齒面擦傷。磨損的小齒軸軸承使小齒輪產生軸向位移,造成齒環接觸不正確,此類損壞扭矩過大是原因之一
圖42:環齒出現變色和變形,原因是潤滑不充分或油品不正確,表面過分摩擦和出現過熱是原因
圖43:齒輪表面的腫包、芒刺和隆起,是出現在精加工后的齒輪由于放置粗心,使齒的棱邊碰傷而致

圖44:右側圖是正常齒輪嚙合情況,左側圖和中位圖都是齒接觸不良好的嚙合情況,其接觸面集中在齒面的一端,會造成齒輪高速度運轉時的尖叫噪音,但此類磨損一般不會造成進一步的損壞事故